
隨著壓鑄件及工藝的要求不斷提高,機鉸式壓鑄機對模具厚度非常敏感的缺點也越來越明顯。億利達憑借30多年全液壓鎖模機構生產(chǎn)制造經(jīng)驗,成功開發(fā)了兩板直壓鎖模壓鑄機,完美解決了機鉸式壓鑄機的缺點,并成功在客戶處順利生產(chǎn)應用。
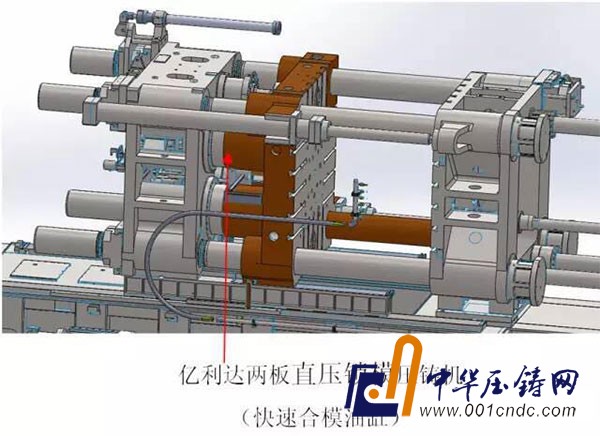
與機鉸式壓鑄機比較,億利達兩板直壓鎖模壓鑄機的優(yōu)勢主要體現(xiàn)在如下方面:
1、模具位置調(diào)整方便---換模方便
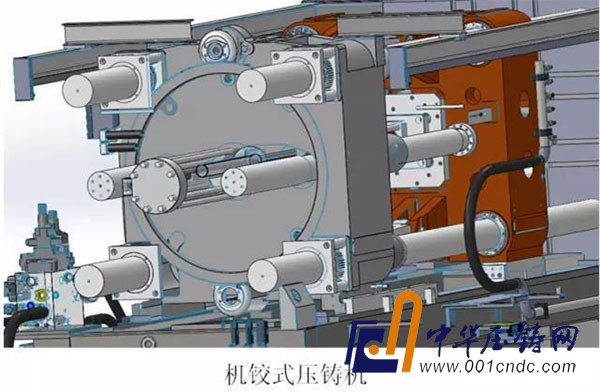
兩板直壓鎖模壓鑄機可在任意(相對)位置通過對開螺母抱緊機構達到鎖緊狀態(tài),可以節(jié)省60%的調(diào)模時間。機鉸式壓鑄機模具位置調(diào)整必須靠調(diào)模馬達帶動大杠螺母旋轉(zhuǎn),以帶動動模、機鉸、尾板一起移動,最終達到模具合緊時機鉸部分剛好撐直狀態(tài),過程需要不停調(diào)整,并依靠操作工經(jīng)驗判斷合模力是否合理。
、
億利達兩板直壓鎖模壓鑄機只需要模具貼合后,對開螺母抱緊,高壓油缸加壓以達到設定的合模力。而且合模力的大小可通過設定加壓的壓力達到不同的合模力。簡單高效且穩(wěn)定。
2、模具厚度變化可自動補償---保證生產(chǎn)穩(wěn)定性
模具溫度的變化會導致模具厚度微量變化,機鉸式壓鑄機對模具厚度變化非常敏感,模具溫度上升會導致機鉸無法撐直而達不到合模鎖緊狀態(tài),模具溫度下降則會導致無法達到有效的合模力從而導致飛邊及飛料。而億利達兩板直壓鎖模壓鑄機合模高壓油缸則可根據(jù)模具的厚度變化自動補償,保證每次合模都可達到設定的合模力,保證產(chǎn)品品質(zhì)及生產(chǎn)穩(wěn)定性。
3、合模力分布均勻--保證尺寸精度和密度要求
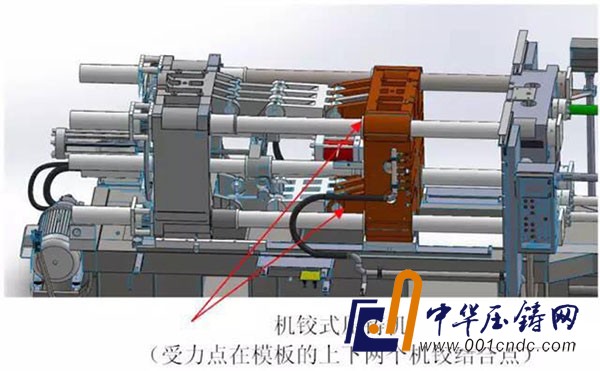
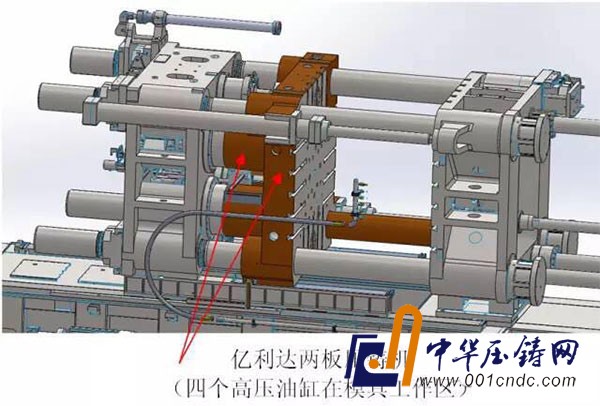
機鉸式壓鑄機大杠的螺母一般在出廠時已經(jīng)調(diào)整完成,四根大杠合模力誤差一般控制在10%左右,而因不同的模具平行度、壓鑄機機械磨損、模具熱變形等原因,實際誤差遠大于此,從而導致模具及設備的不可修復的損傷,要調(diào)整合模力大小必須通過專用儀器校驗并分別調(diào)整四根大杠的螺母才能實現(xiàn),過程非常困難。億利達兩板壓鑄機因采用四個高壓油缸分別加壓,每個油缸的壓力一致,故而可以保證合模力的分布均勻,且億利達兩板直壓鎖模壓鑄機四個加壓油缸分布在模具安裝區(qū)域,合模力直接作用在模具區(qū),可有效減小模板及模具的受力變形,保證產(chǎn)品的尺寸精度及避免飛邊產(chǎn)生,從而保證產(chǎn)品密度要求。
4、合模速度線性控制優(yōu)勢---實現(xiàn)快而穩(wěn)的合模速度
機鉸式壓鑄機因開合模需要液壓油缸推動機鉸部件,通過機鉸的運動再推動動模板移動以達到開合模效果,過程中因機鉸的放大系數(shù)及動力傳動的功率損耗,限制了開合模的速度。億利達兩板直壓鎖模壓鑄機在快速開合模過程有單獨的油缸直接作用在動模板上,從而可以做到比機鉸式壓鑄機更快的開合模速度及更低的能量損耗。
5、活動部件少--故障率低
機鉸式壓鑄機有一套復雜機械系統(tǒng)構成的機鉸部件以及專門為其運動配套的潤滑系統(tǒng)。而億利達兩板直壓鎖模壓鑄機在合模系統(tǒng)結構上則要簡化的多,從而保證了更小的故障率及維護成本。
6、占地空間小
億利達兩板直壓鎖模壓鑄機因沒有了機鉸結構,可以保證更短的設備長度,大杠的長度及機架的長度都大大減短,從而可以保證廠房的更大利用率,同時設備的精度及剛性可以更高。
億利達兩板直壓鎖模壓鑄機作為在國內(nèi)首家得到客戶成功驗證的壓鑄機,憑借其優(yōu)良的性能、成熟的工藝、精湛的技術以及其更好的工作狀態(tài)等特性,一定能為中國的壓鑄裝備帶來超大的發(fā)展空間。




